 После недавней душераздирающей истории покупки 3D принтера и прохождения таможни — хочу рассказать и свою, не менее драматическую историю покупки и допиливания китайского принтера Wanhao Duplicator 4.
После недавней душераздирающей истории покупки 3D принтера и прохождения таможни — хочу рассказать и свою, не менее драматическую историю покупки и допиливания китайского принтера Wanhao Duplicator 4.
Поскольку принтер мне нужен скорее для удовлетворения интереса — отдавать ~3k$ за Makerbot Replicator 2 не давала жаба. Оставались самосборные варианты (вроде PrintrBot Junior KIT, но тут нужно много свободного времени и есть вопросы по механической прочности конструкции), многочисленные варианты с Kickstarter (не дорого, но нескоро). Наконец, поискав на aliexpress — нашел интересную модель — Wanhao Duplicator 4: две головы, на первый взгляд конструкция похожа на Replicator 2, есть вариант из оргстекла (фанере доверия нет), горячий столик для печати ABS, 2 катушки пластика на выбор в комплекте, есть отзывы в интернет. Цена вопроса — 1142$ за собранный с учетом доставки. У другого продавца также заказал 3 мотка ABS пластика по 29$ (с доставкой), в том числе и «светящийся в темноте зеленый» (о результатах в конце).
Но конечно, если бы все закончилось так просто «выбрал-купил-получил-напечатал» — эта статья вряд ли появилась бы на свет 🙂
Доставка
Принтер доехал до меня за 32 дня, доставка «Рустоном» — с переотправлением Почтой России после пересечения границы. На таможне традиционно не задержали (там похоже просто случайно отбирают порядка 1% посылок, за всю историю покупок 2 раза приходилось к ним ездить). Если бы задержали — по стоимости (1142$ с доставкой) и весу (17кг) пока попадает в беспошлинные границы. Конечно могли бы придраться к тому что это «не для личного пользования» — но это уже вопрос везения/не везения.
В день получения — отделение почты было закрыто (заболела сотрудница), оставшаяся заведующая нашла мой телефон на коробке, позвонила лично на сотовый и сказала прийти и забрать свою посылку. Пришел, мне открыли почту — и лично отдали посылку. Лучи добра в отделение ОПС-308 (индекс — 123308). Бывают однако и светлые стороны Почты России 🙂
Включение и начало драмы
Принесли, распаковали — на первый взгляд качество сборки отличное. Оргстекло толстое, конструкция прочная и не люфтит. Софт — стандартный: ReplicatorG+Skeinforge/slic3r, железо тоже: MightyBoard. 
Запускаем на печать тестовый «кубик» с карты памяти… 20 минут печати все не сводят глаз с принтера (как это было при первом включении стиральной машины). Однако результат чудовищный:


Углы кривые, и кубик — совсем не кубик. Почему высота вдвое меньше ширины? Дня 2 я с этим разбирался, пенял на механику/шаговик на оси Z — но оказалось все банально: так и должно быть — модель так нарисована 🙂 Однако никакие танцы с бубнами не заставили принтер нормально печатать углы… После ~50 попыток с разными настройками — стало ясно что я зашел в тупик.

Спор с производителем и ремонт
Открыл dispute на aliexpress. Производитель никак не смог мне помочь решить как проблемы с качеством печати, так и с обнаруженными механическими проблемами: несколько погнутые валы, передающие вращение шаговика оси Y и кривой столик: центр ниже краев примерно на 1мм — это не позволяет нормально выставить высоту печати первого слоя. В комплекте было стекло, однако оно касалось столика только краями — и соответственно была очень большая разница температур в разных местах столика.

Я предлагал производителю выслать мне замену погнутых деталей, но после 2 недель препирательств, звонков из Китая на чудовищном английском (предлагали закрыть диспут и обещали «решить все проблемы») — наконец продавец сделал частичный рефанд в 200$. Я заказал новые 5мм валы на ebay — они пришли через месяц, но оказались такими же гнутыми (примерно на 3-4мм). С помощью ровного стола, маркера, фонарика и такой-то матери (лишнее усилие — и валы выгибались в противоположную сторону хуже чем было) за пол часа удалось выровнять оригинальные валы, и собрать обратно.
Температуру стекла выровнял термопастой КПТ-8. Каптоновую пленку от алюминиевого столика отодрал — все равно со стеклом от неё нет толку. Стекло держится за столик «прищепками» для документов.

Оказалось, что 5мм стальные валы так легко гнутся, что даже после выравнивания зубчатые ремни их гнут силой натяжения. Пришлось снизить силу натяжения ремней — это бОльшей частью снизило вопрос дальнейшего изгибания валов ценой потенциально бОльшего люфта.
Однако после всех этих фиксов механики — результат печати не отличался вообще ни на сколько. Остаются настройки софта.
Настраиваем Skeinforge для печати ABS
Все что тут написано — касается печати пластиком ABS. Его я выбрал т.к. он обеспечивает бОльшую прочность, долговечность и его можно обрабатывать ацетоном. Но в целом, похоже с PLA пластиком достигать хорошего качества существенно проще.
Когда я первый раз взглянул на настройки skeinforge — волосы дыбом встали. Там несколько сотен параметров, которые можно крутить — прямо руки опускаются. Но оказалось, параметров, которые могут помочь не так много. Примерно месяц попыток ушел на то, чтобы понять что проблема печати — в слишком высокой температуре (как столика, так и экструдера). Из-за этого пластик остается мягким, и его так сильно гнет. В конечном итоге, первых результатов, похожих на правду удалось добиться следующим путем:
- Выравнивание столика — самая важная часть. Первый слой должен прямо таки размазываться тонким слоем по столику.
- С нагреваемым столиком — есть смысл учиться печатать без рафта (сеточки внизу модели) — это делает нижнюю поверхность более гладкой и экономит немного пластика.
- Для улучшения прилипания модели — можно использовать бумажный скотч (дешево и сердито, хорошо липнет — производитель сразу положил рулон). Можно смазывать скотч/стекло растворенным в ацетоне ABS. Маленькие модели можно печатать прямо на стекле — нижняя поверхность получается зеркально-гладкая.
- Температура столика — 70-90 градусов. Чем ниже — тем лучше, пока модель не скручивает. Чем меньше модель — тем меньше можно температуру стола использовать. Например для маленьких моделей я выставлял 80 градусов для первого слоя, а для высоты печати более 0.5мм — 30 градусов (=выключения нагрева, это делается на вкладке Chamber). Для больших моделей столик приходится держать нагретым всегда, сила скручивания намного больше.
- Температура экструдера (вкладка Temperature) — минимальная, при которой он может нормально выдавливать пластик. В моем случае — это порядка 195-200 градусов. Первый слой можно печатать чуть горячее для улучшения прилипания. Температуру вероятно нужно подбираться для каждого принтера отдельно — термодатчики могут выдавать несколько разные цифры.
- Пластик разных партий — может иметь разный диаметр. С принтером обязательно нужно иметь штангенциркуль и измерять каждый рулон в 5 местах и брать среднее. У одних партий — 1.75мм, у других — 1.82мм. Эта разница диаметра может быть существенна. Фактическую толщину пластика нужно выставлять при генерации g-кода в окне skeinforge.
- Для улучшения прилипания — на вкадке Skirt можно включить печать ободочка на первом слое. Gap over perimeter width = 0.8.
- Если слои имеют зазоры между периметром и внутренностями — необходимо пробовать увеличивать Fill->Infill perimeter overlap не более 0.45, если недостаточно — то дальше увеличивать Stretch->Path Stretch Over Perimeter Width (можно до ~1)
- На вкладке Bottom — изменяя Altitude можно точно настроить высоту первого слоя, чтобы добиться нужной степени размазывания и прилипания первого слоя
- Остается проблема с печатью маленьких деталей. Принтер их печатает слишком быстро — и они не успевают остывать. Самое простое решение — ограничить минимальное время печати слоя, до 10-15 секунд на вкладке Cool->Minimum Layer Time. Cool Type = Orbit (стандартная настройка просто снижает скорость печати — и продолжает возить горячим экструдером по напечатанному). Именно из-за этой функции я не смог перейти на более современный и быстрый Slic3r — там возможности замедления печати нет.
- Скорость печати (вкладка Speed) — пока я печатал со скоростью 30мм/с и движением со скоростью 45мм/с. Дальше думаю можно увеличивать скорость печати infill до 50-60мм/с при включенной функции Accelerate=ON в настройках принтера (это ограничивает физические ускорения).
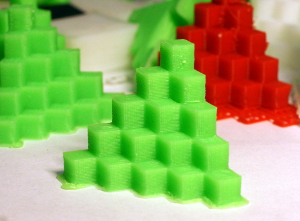
После пары сотен попыток наконец что-то начало получатся. Это очень удобная модель для проверки качества 5mm Calibration Cube Steps:

На зачет нужно было распечатать знакомую многим сову. Skeinforge корпел на g-кодом минут 8, для надежности печатал с SD карты. Результат: сова конечно еще не идеальна, но свет в конце туннеля уже виден. На сову ушло 50г пластика, это порядка 45 рублей. 6 часов каторжного труда принтера за 1.5 минуты видео. Приятно видеть, как машина сама делает что-то реальное:

А если выключить свет…

Впрочем, пластик, светящийся в темноте не оправдал ожидания — очень уж тускло и не долго он светится (в реальности все хуже, чем на фотографии). Так что покупать такой пластик у китайцев не советую.
Резюме
Если у вас слишком много свободного времени — 3D принтер легко решит это проблему. С точки зрения железа и софта — радует, что китайцы не сделали ни одного велосипеда — все стандартное. Китайский Wanhao Duplicator 4 — своих денег на мой взгляд более-менее стоит (и двух-экструдерных конкурентов в этом ценовом диапазоне у него особо нет), но производитель мог бы приложить бОльше усилий по настройкам профилей Skeinforge по умолчанию.
ссылка на оригинал статьи http://habrahabr.ru/post/215581/
Добавить комментарий