

Материал PLA Esun золотой, диаметр сопла 0,3 мм. Печать происходила со сменой высоты слоя, до начала барельефа высота слоя была — 0,2 мм, высота слоя барельефа 0,05 мм. Время печати 7 часов. Слайсер – Slic3r.
Температура экструдера/стола – 205/65 градусов. Обдув 100%. Ручка печаталась лежа на столе полностью на поддержках.
Процесс печати:

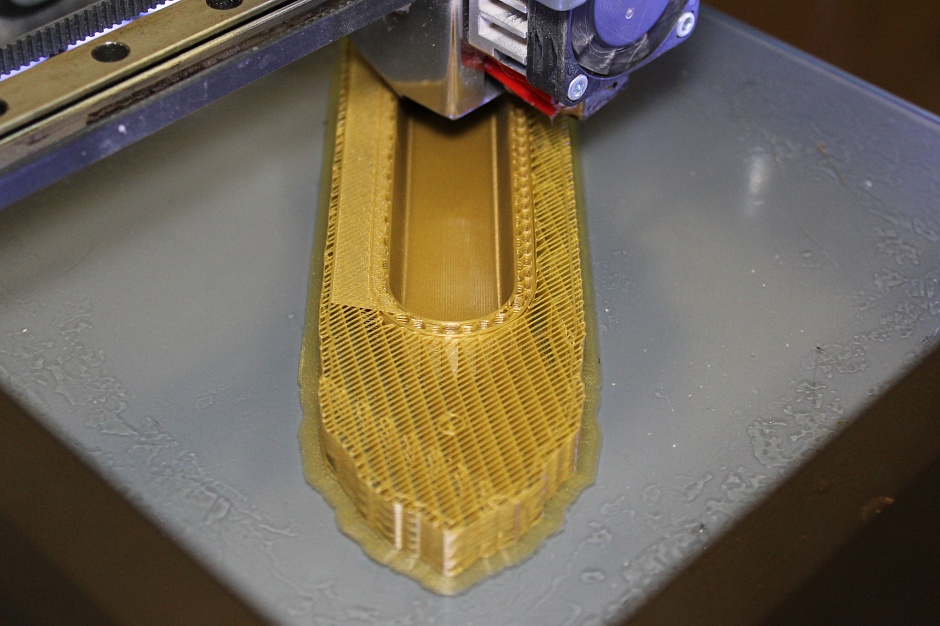

Ширина экструзии поддержек 0,2 мм. Для экономии времени поддержка идет с шагом в 3 мм, дальше 2 промежуточных слоя с шагом в 1 мм, чтобы первые слои ручки не свисали. Поддержка печатается вплотную по XY к первому слою ручки, несмотря на это не припекается к первому слою.
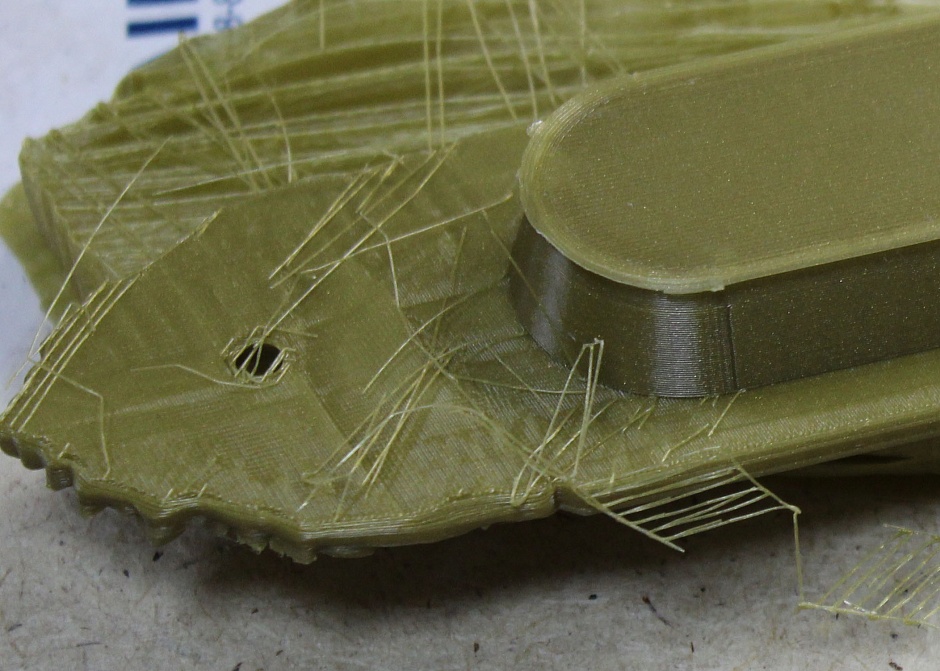
Снимаем со стола:

Весь низ в поддержке.

После снятия детали поддержки легко удалились руками, поверхность получилась гладкой и практически без следов поддержки.
Удаляем поддержку руками, нож не понадобился совсем. Раньше удаление поддержек и чистка поверхности заняли бы часа полтора, но следы было бы видно все равно. Здесь было потрачено не больше двух минут, а качество поверхности в разы лучше.



Поверхность, которая печаталась над поддержкой.
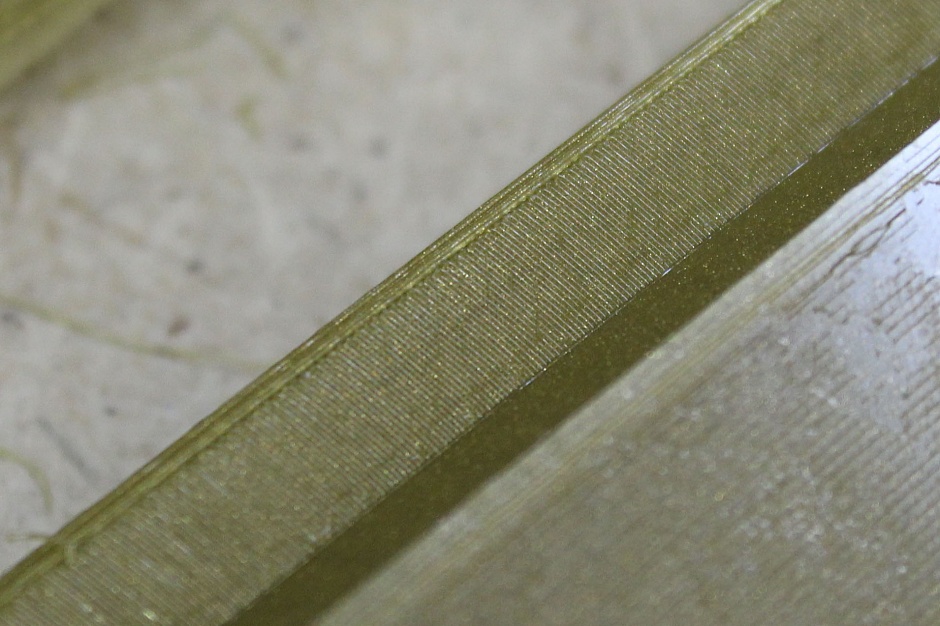
После обработки дихлорэтаном:

Нам кажется, до обработки она смотрелась симпатичнее. Но это тоже эксперимент, куда без них.
Ручка интересна тем, что в подготовке кода использовались ранее описанные методы: смена высоты слоя и печать легко отделяемых поддержек. Оба метода работают, еще раз проверено на практике.
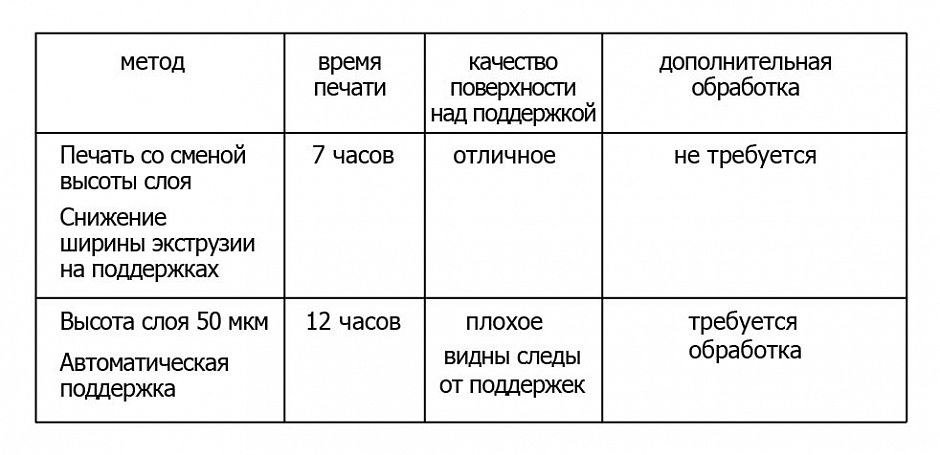
Вывод: 50% успеха зависит от правильно подготовленного кода.
Всем удачи в 3D печати.
Не забывайте подписываться на наш YouTube-канал (новые ролики выходят каждую неделю).

ссылка на оригинал статьи https://habr.com/company/3dtool/blog/418451/
Добавить комментарий