
1. Материалы, трубы, инструменты
Если у вас есть проект блока программного управления, загляните на сайт JLCPCB, чтобы получить скидки и купоны:
-
Прототип блока программного управления JLCPCB всего за 2 доллара.
-
Получите купон на 24 доллара при регистрации здесь.
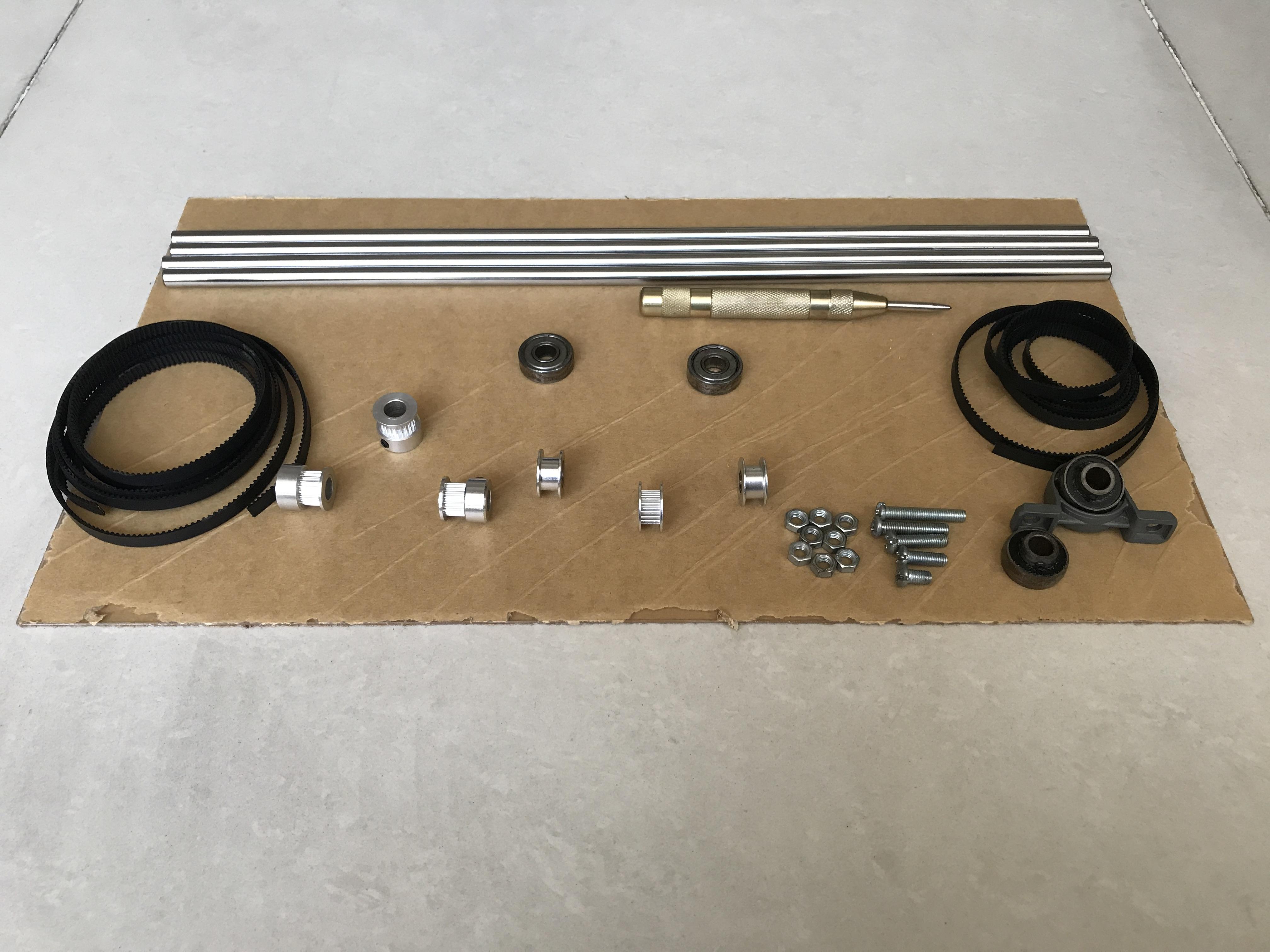
Основные материалы
-
Плата Arduino UNO версии R3 или Combo Arduino + CNCShield + A4988 (1 шт.).
-
Плата расширения Arduino CNC Shield V3 GRBL (1 шт.).
-
Привод шагового двигателя A4988 (3 шт.).
-
Шаговый двигатель NEMA 17 (3 шт.).
-
Ремень привода GT2 6 мм (4 м).
-
Алюминиевый беззубый натяжной шкив GT2 с отверстием 5 мм для ремня привода шириной 6 мм (4 шт.).
-
Фланцевые шариковые подшипники с защитной шайбой 8 x 22 x 7 мм (12 шт.).
-
Горизонтальный кронштейн шарикоподшипника или вертикальный кронштейн шарикоподшипника (12 шт.).
-
Прозрачный/белый плексиглас, размер A3, толщина не менее 5 мм (2 шт.).
-
Медно-латунные стойки длиной 10 мм (4 шт.).
-
Штепсельная вилка гнездовая постоянного тока 5 мм (1 шт.).
-
Несколько небольших кабельных стяжек, спиральная оплётка для кабеля, болты и гайки.
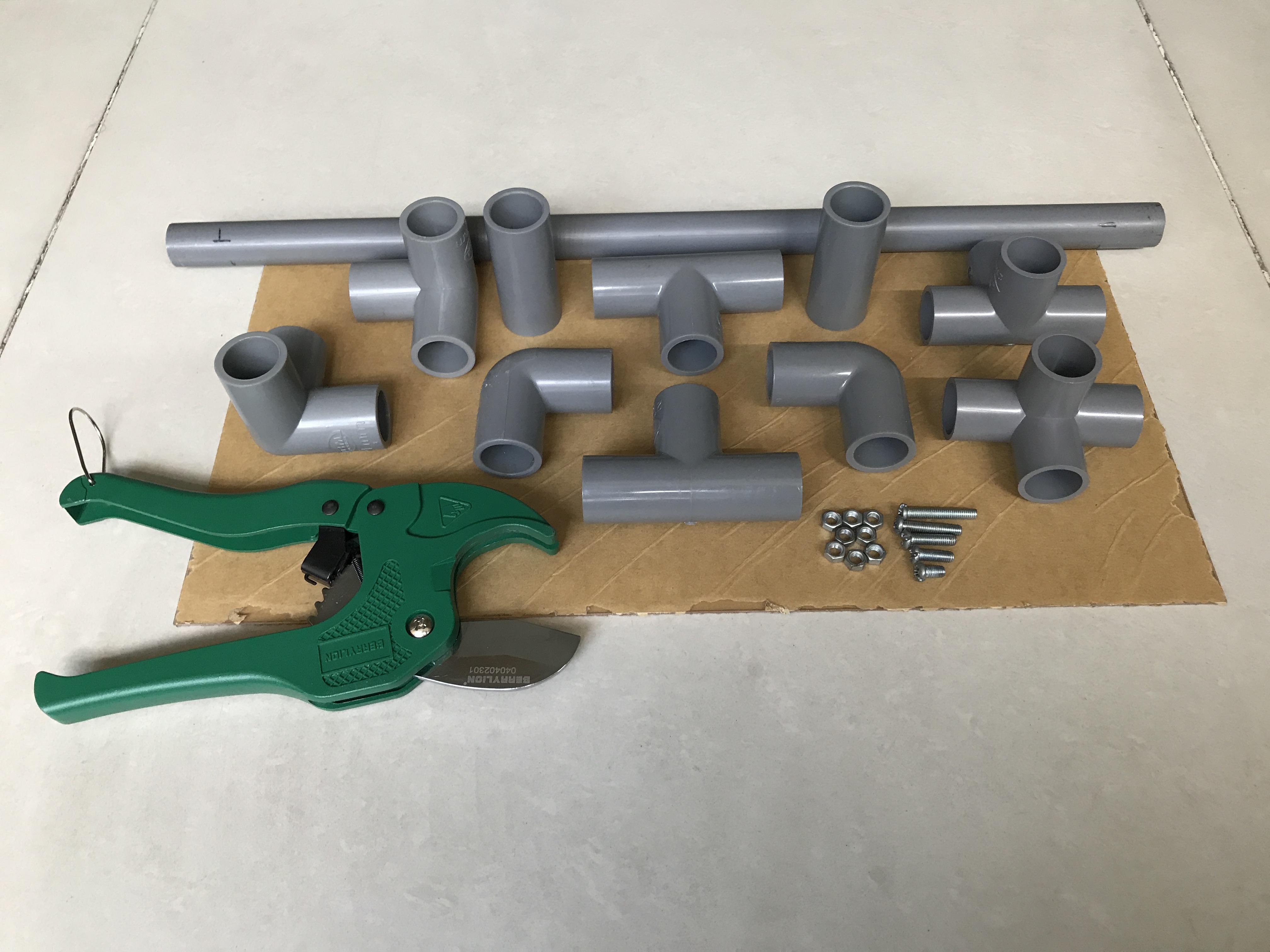
Трубы и фитинги из ПВХ
-
Тройник ПВХ Ø21 мм (70 шт.).
-
Т-образная трубка ПВХ Ø21 мм (16 шт.).
-
Т-образный патрубок с боковым отводом ПВХ Ø21 мм (16 шт.).
-
Крестовина ПВХ Ø21 мм (4 шт.).
-
Отвод ПВХ Ø21 мм (8 шт.).
-
Соединительная вставка ПВХ Ø21 мм (4 шт.).
-
Труба ПВХ Ø21 мм (8 м).
Инструменты
-
Дрель.
-
Ножовка.
-
Труборез для труб ПВХ очень полезен в этом проекте: резать нужно много.
-
Паяльник.
2. Как это работает
Плоттер работает на CoreXY, — встроенном ПО плоттера для другого измерения CoreXZ. В GRBL плоттера используется встроенная кинематика CoreXY с рабочей зоной около X — 380, Y — 380 и Z — 6 мм.
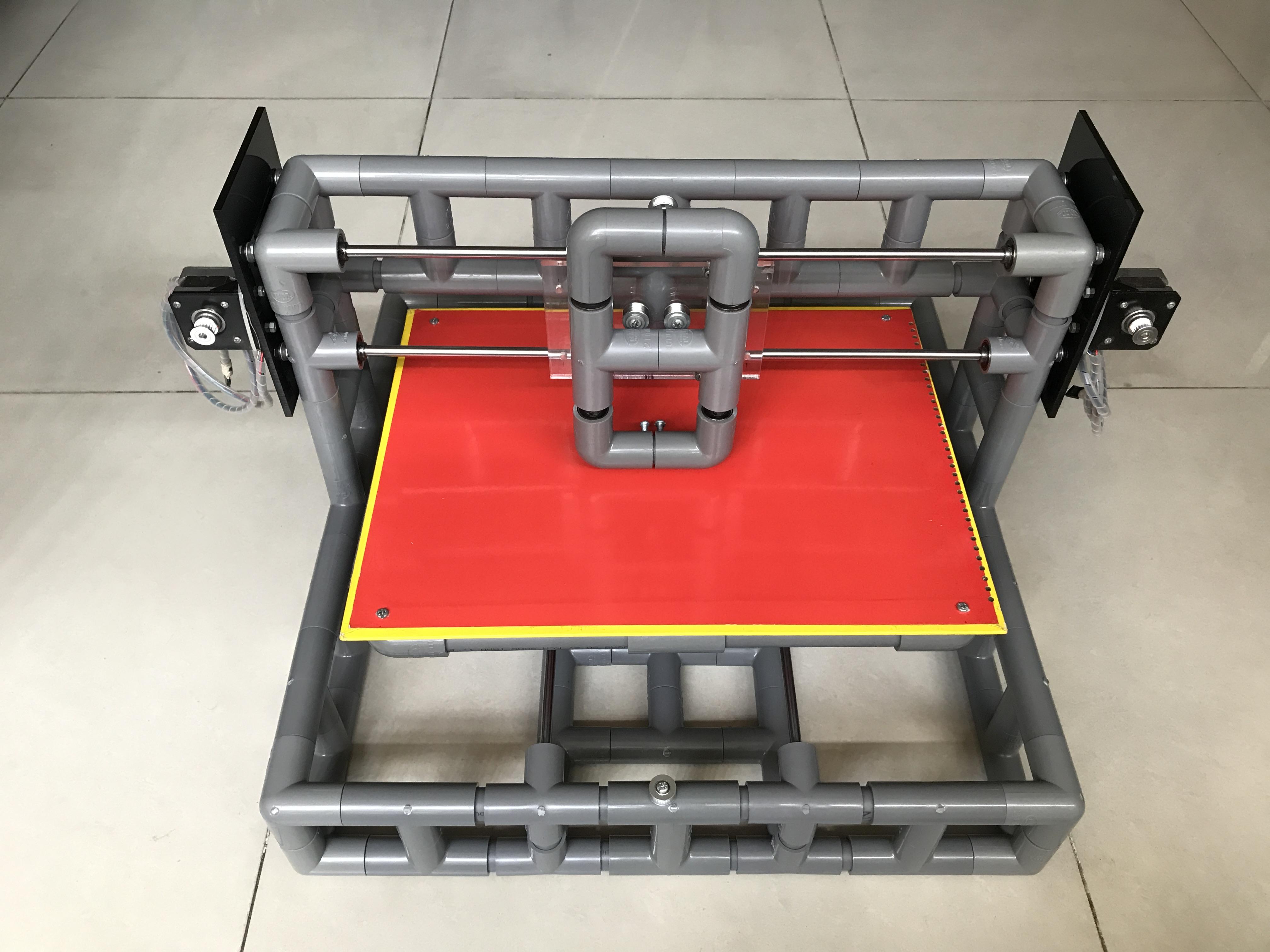
Вот её структура:
Оси X и Z приводятся в движение двумя шаговыми двигателями и общим ремнём привода (система CoreXY). К оси Z крепится труба из ПВХ, внутри которой располагается перо для рисования:
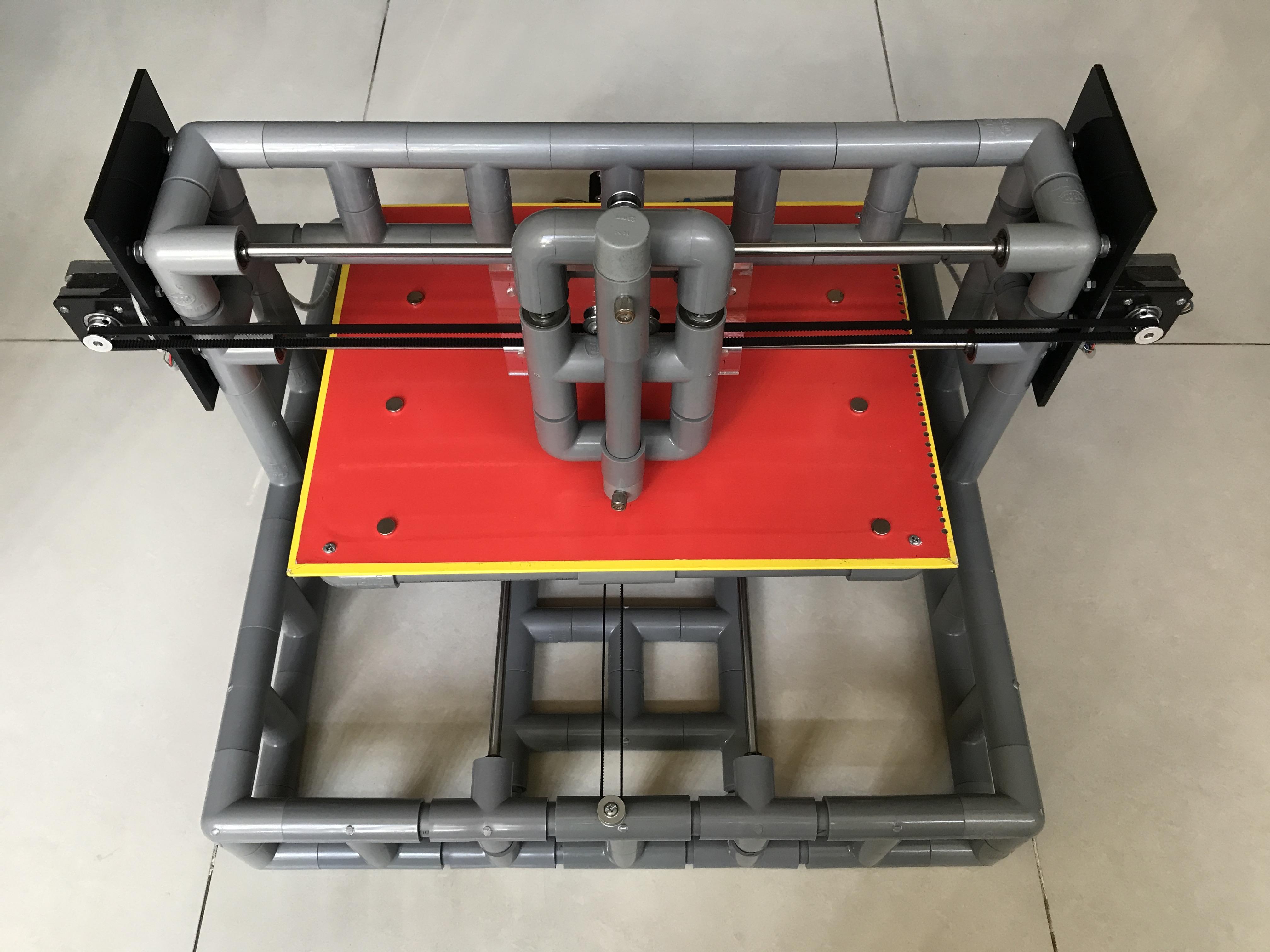
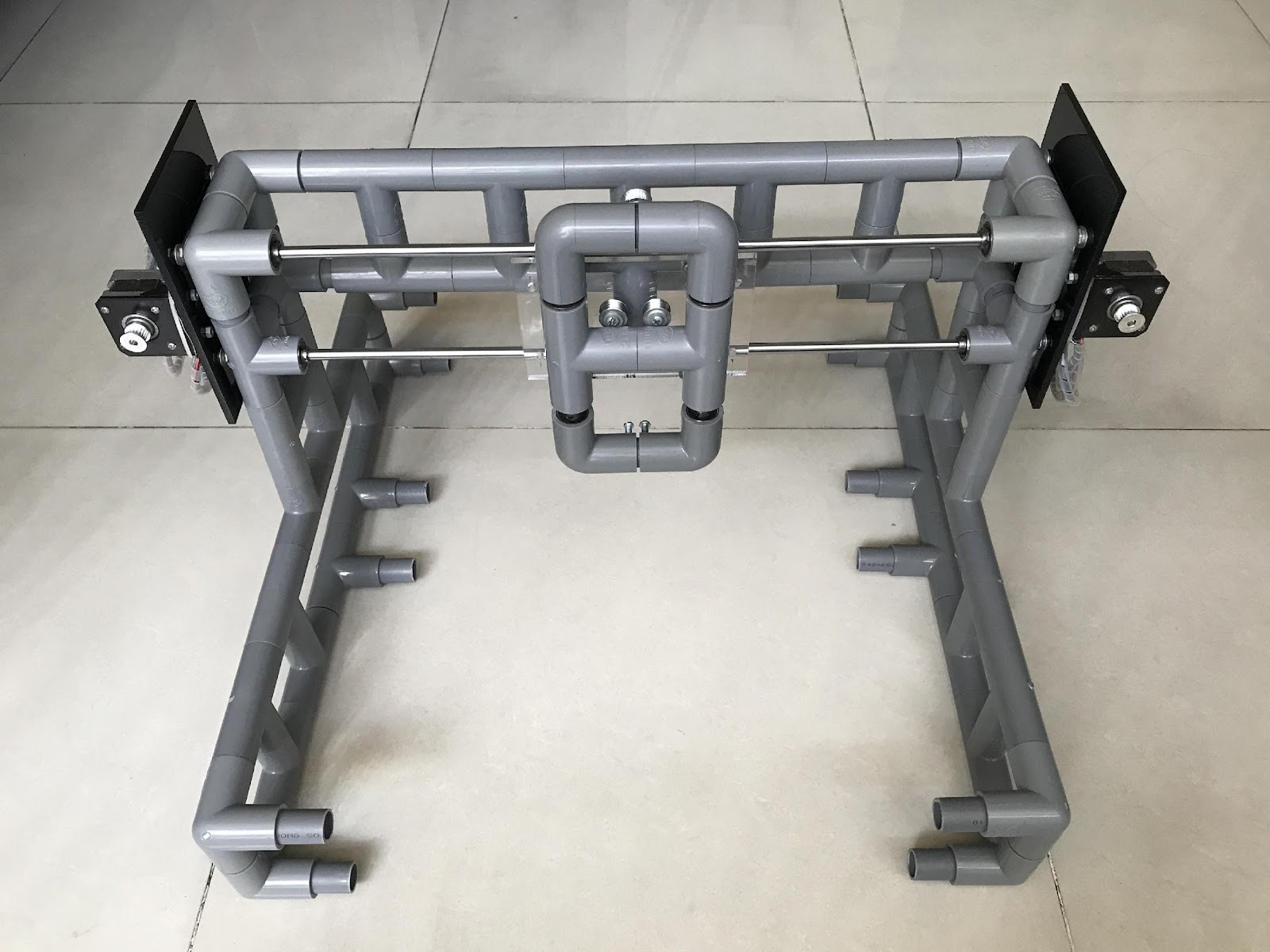
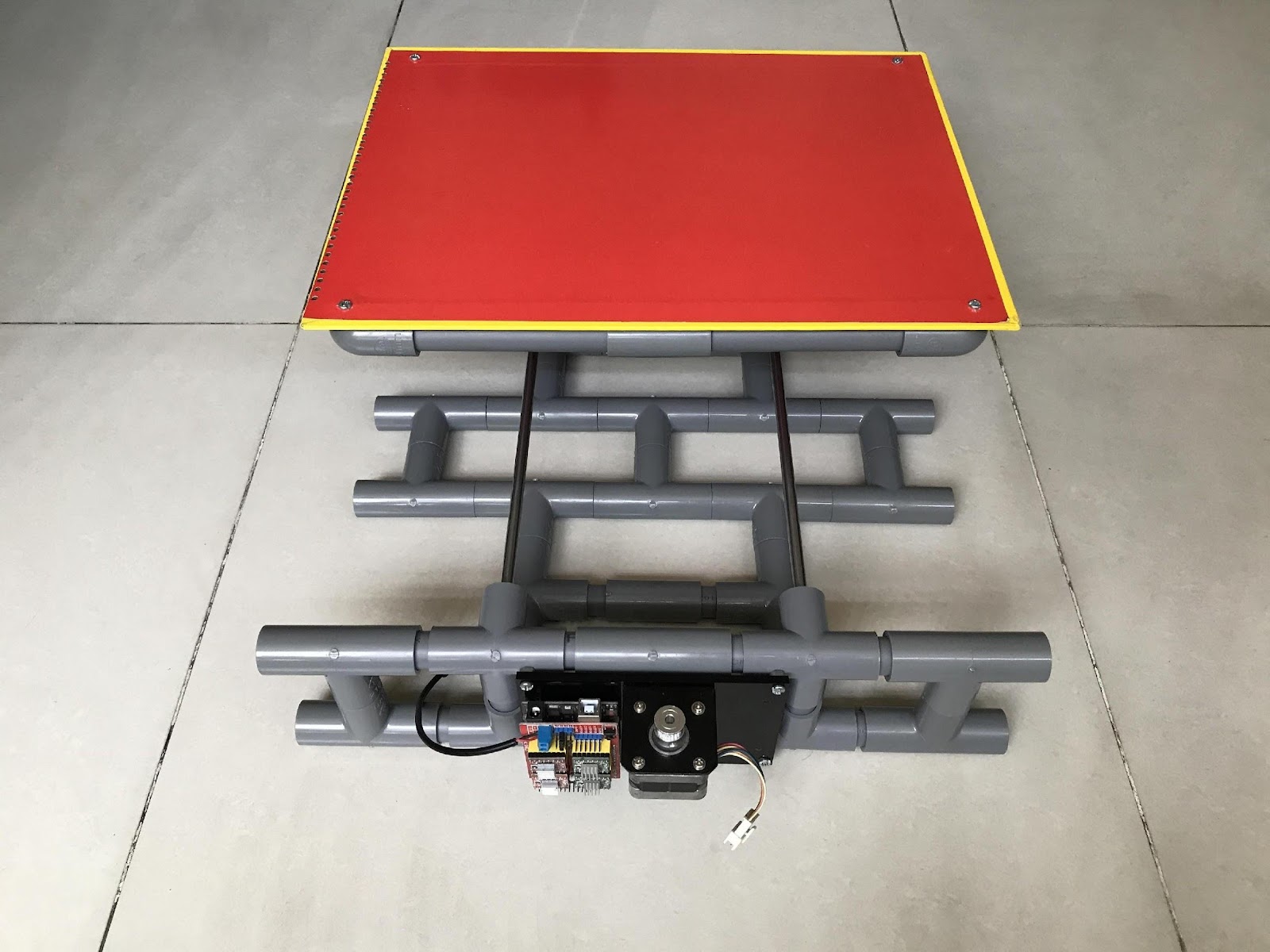
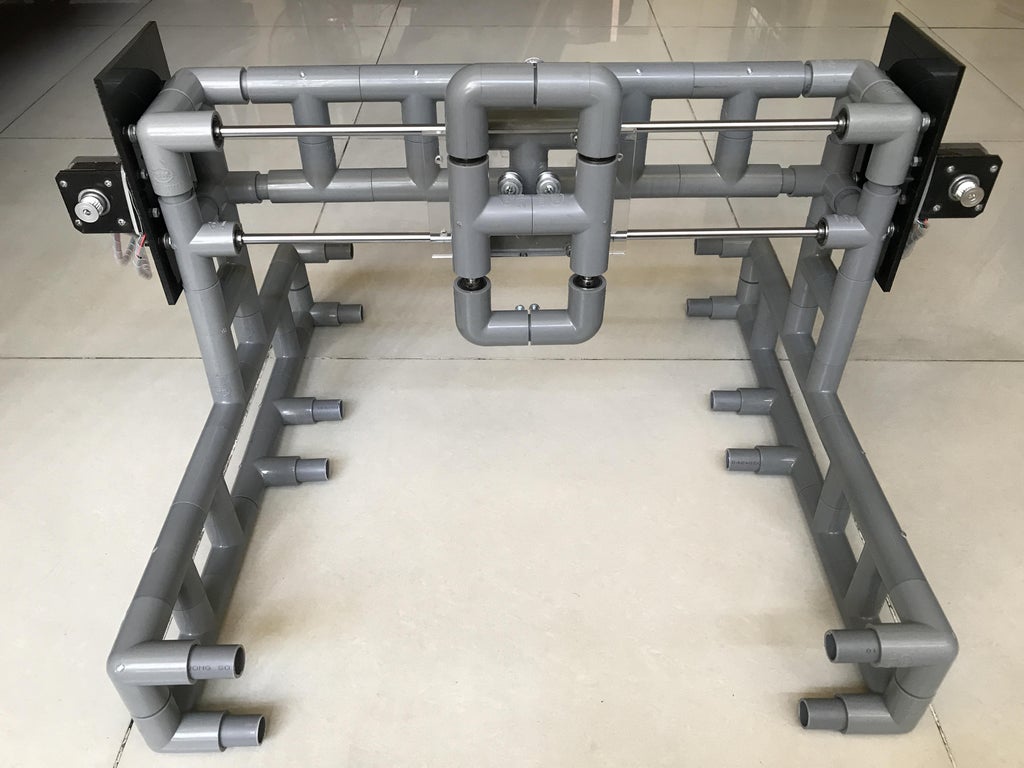
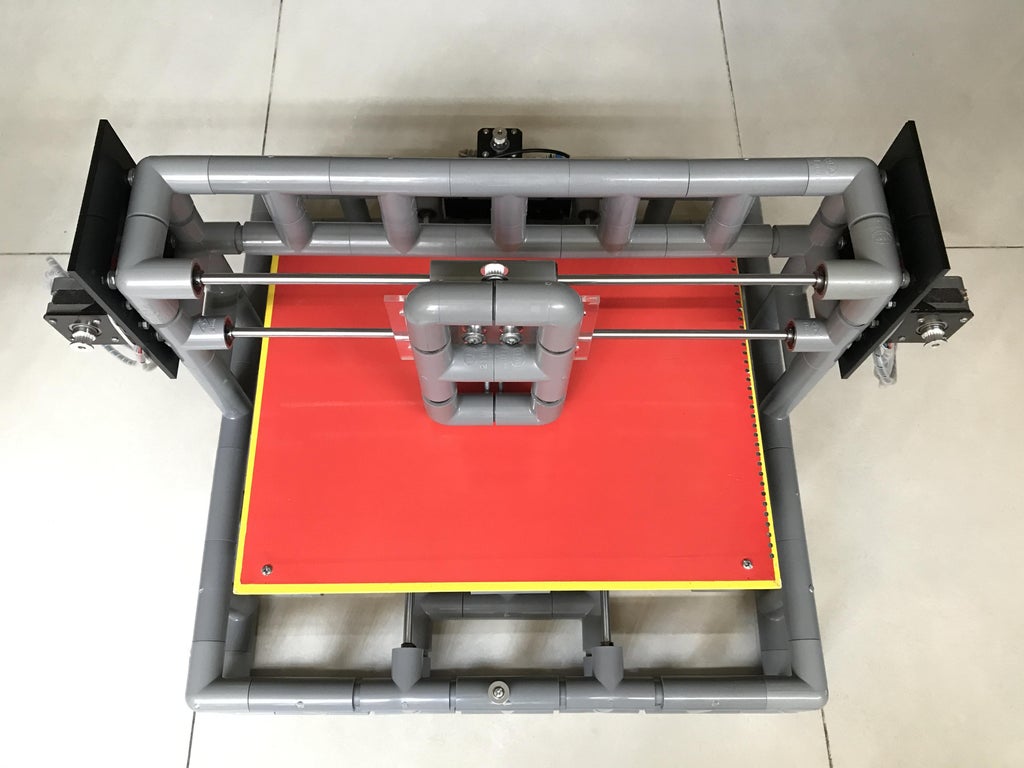
Ось Y работает, как в других традиционных ЧПУ, — с помощью ремня привода. Рама плоттера с ЧПУ делается из фитингов ПВХ. Ниже вы видите обратную сторону плоттера:

3. Сборка XZ
Вырезаем два листа плексигласа (180 x 120 x 5 мм), затем для крепления шаговых двигателей просверливаются отверстия:
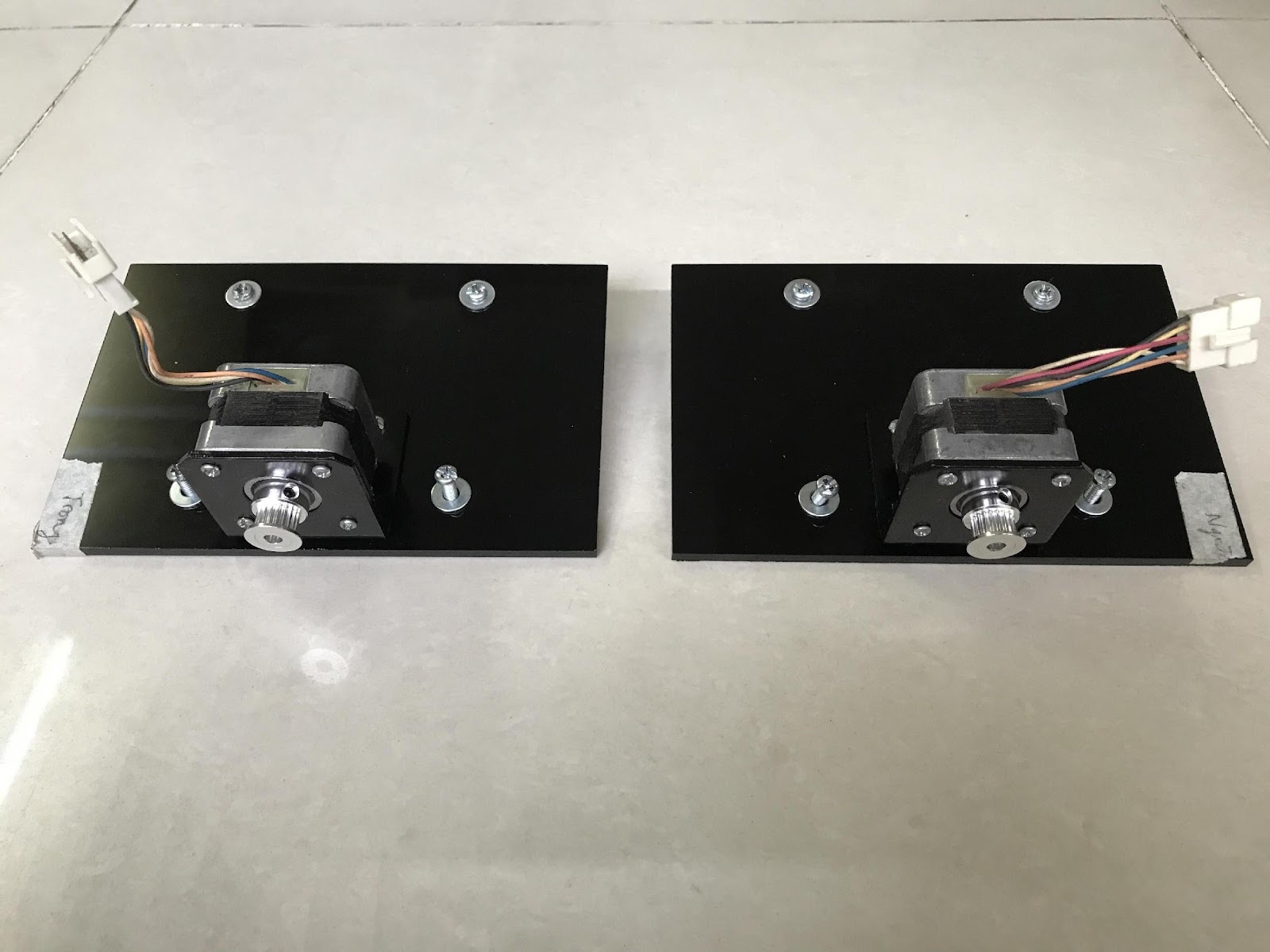
Две опоры XZ собираются с помощью тройников, Т-образных трубок и патрубков с боковым отводом ПВХ в форму, показанную на рисунке ниже. Затем к этим опорам крепятся шаговые двигатели с листом плексигласа. Также в два отверстия вставляются два стопорных подшипника:

Собирается ещё одна опора, чтобы оси XZ были достаточно устойчивыми:

Ползунки X и Z делаются из двух тройников ПВХ с шарикоподшипниками на 4 концах этих ползунков:

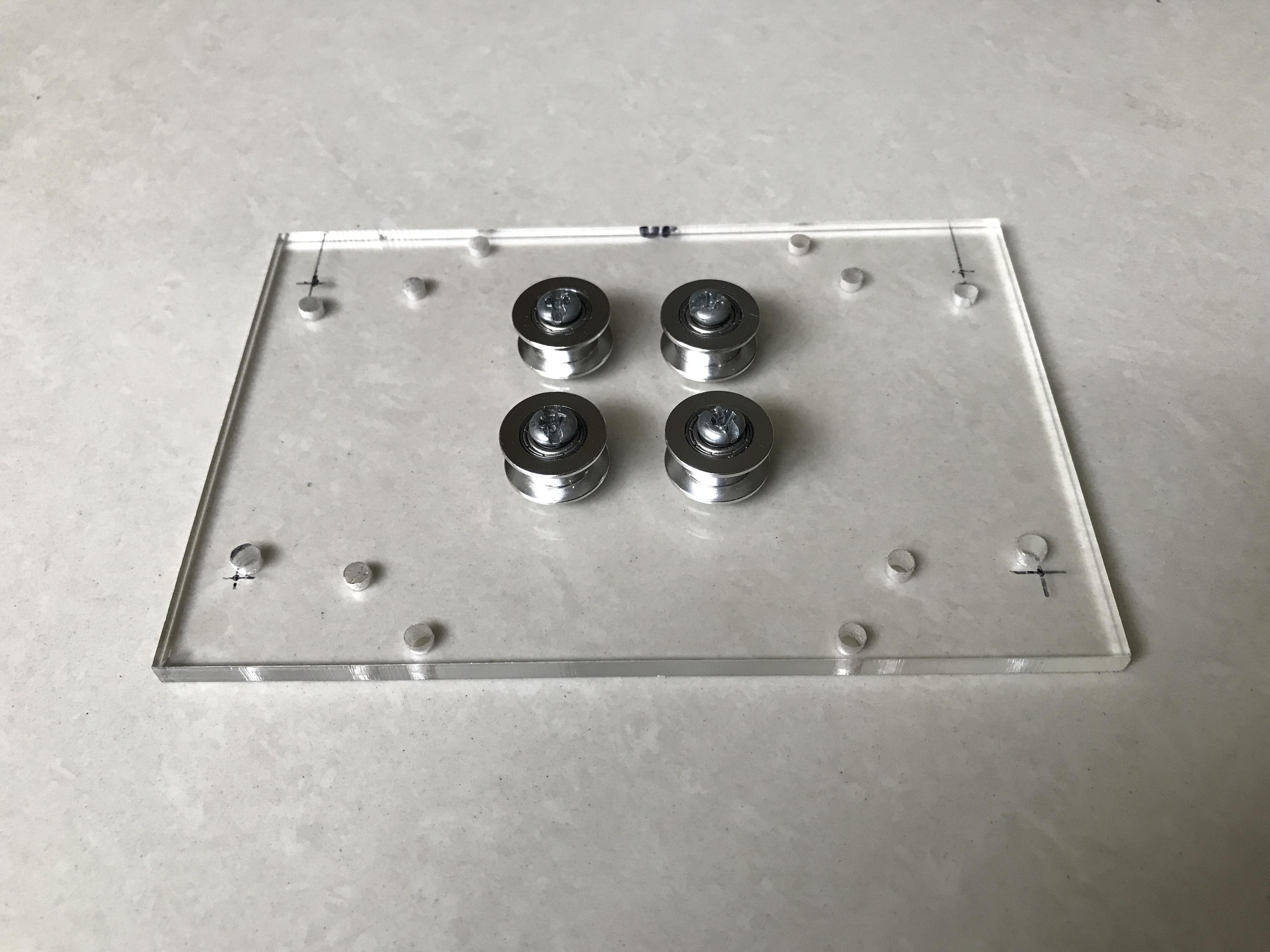
Просверливается лист плексигласа размером 120 x 120 x 5 мм, а в его центре устанавливаются четыре беззубых натяжных шкива:
Сборка ползунка XZ:
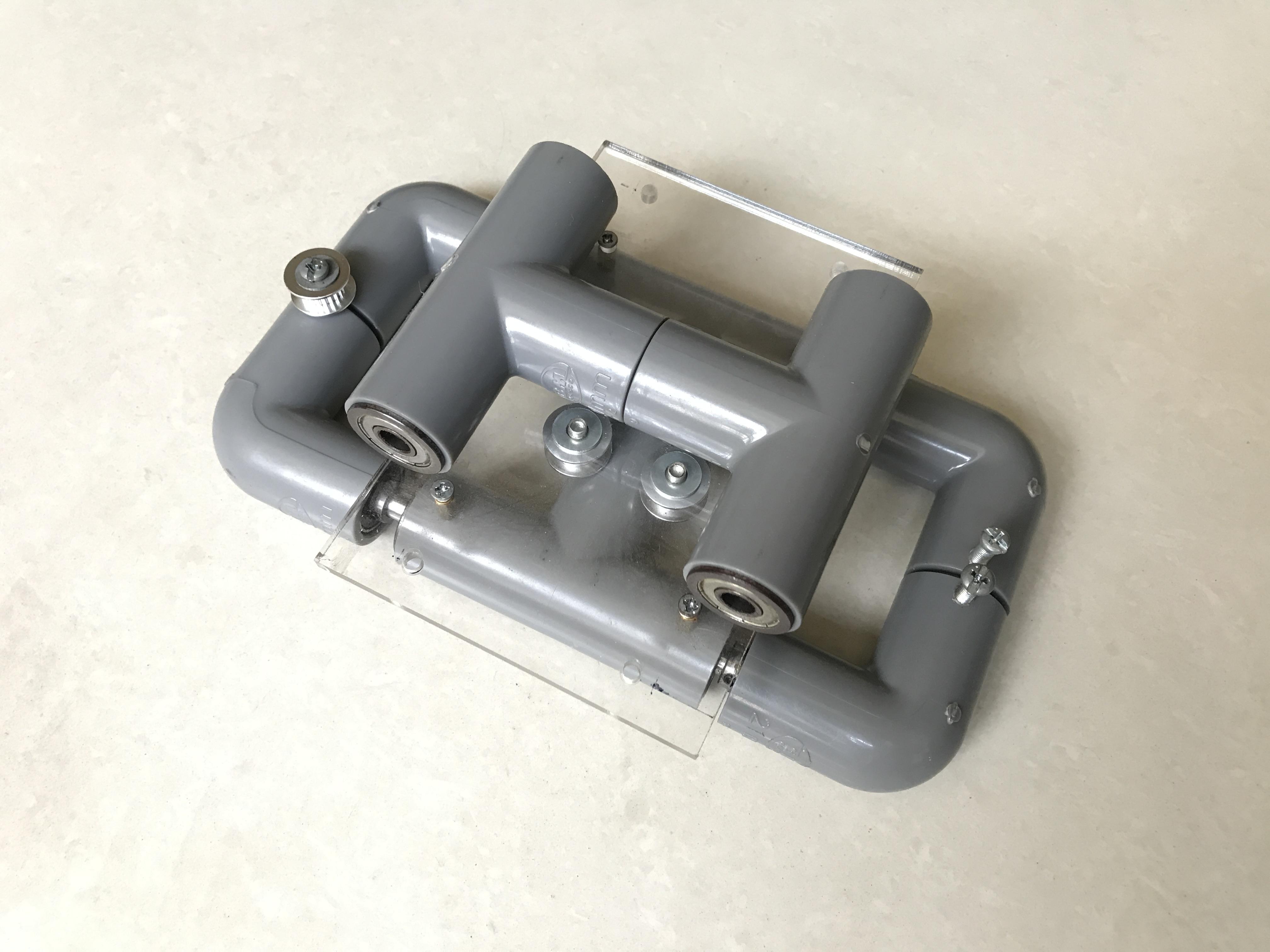
Все части соединяются, ползунки X, Z и опоры регулируются так, чтобы плавно перемещаться по линейным направляющим:
4. Сборка Y
Собираются две опоры Y:
-
в 1-й — два стопорных подшипника для линейной направляющей Y:
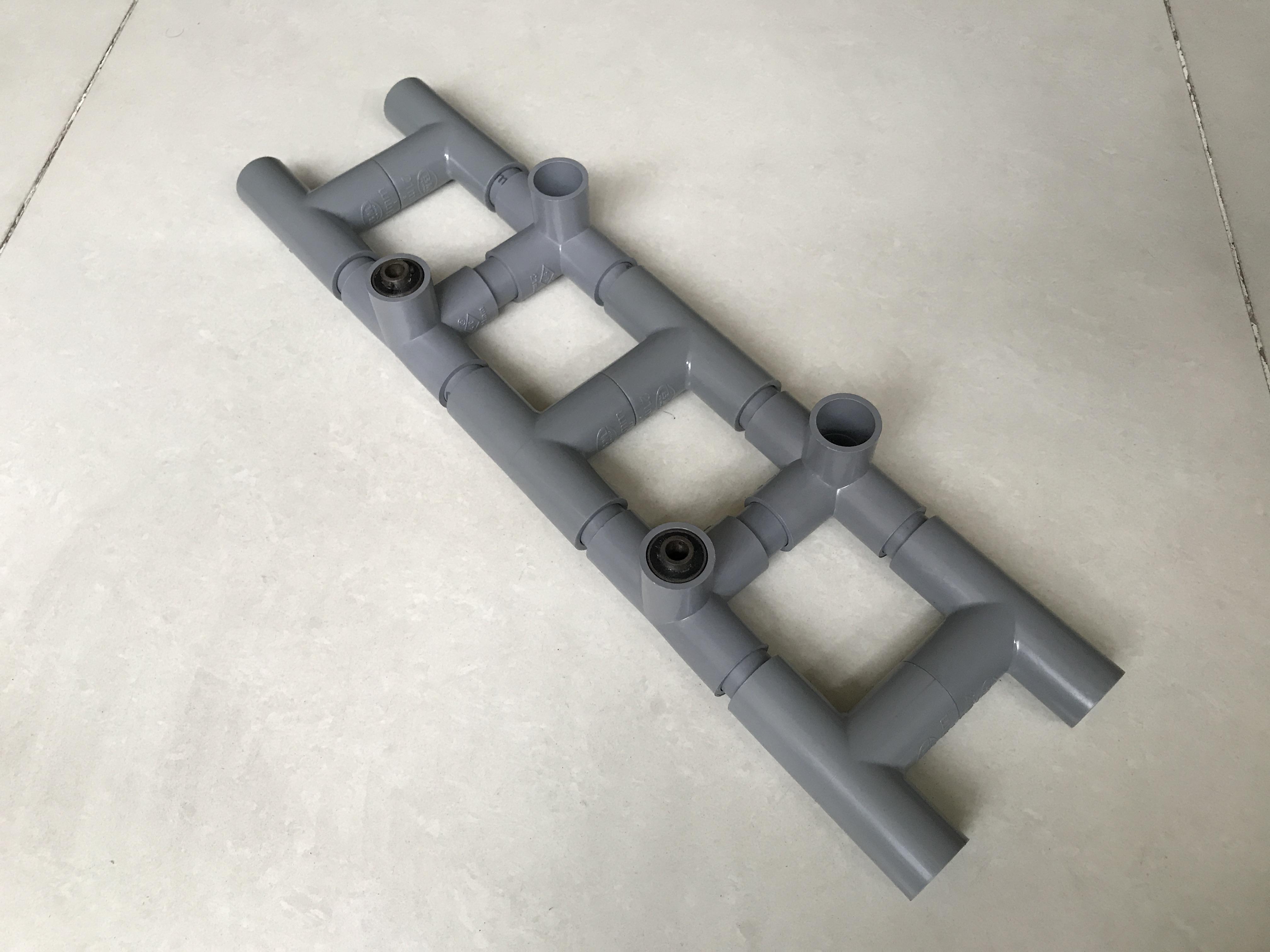
-
во 2-й — один натяжной шкив и два стопорных подшипника:

Собирается рама, которая используется для соединения опор XZ и Y:
Первым делом этот каркас соединяется с опорами Y:

5. Двигатель Y и рабочая поверхность
Шаговый двигатель Y закрепляется на листе плексигласа размером 180 x 120 x 5 мм:

Для рабочей платформы собирается опора оси Y:
На раму Y устанавливаются шаговый двигатель Y и рабочая опора. Внизу опора укрепляется пластиной из плексигласа, чтобы рабочая поверхность не смещалась при работе плоттера:

В качестве рабочей поверхности оси Y повторно используется задняя сторона календаря (размер 430 х 330 мм):
Она устанавливается на опору с помощью болтов и пружин. Благодаря пружинам можно легко откалибровать рабочую поверхность плоттера, которую часто используют на 3D-принтерах:
На опору с пластиной из плексигласа на оси Y устанавливаются Arduino Uno и плата расширения CNC shield:
6. Окончательная сборка и держатель пера
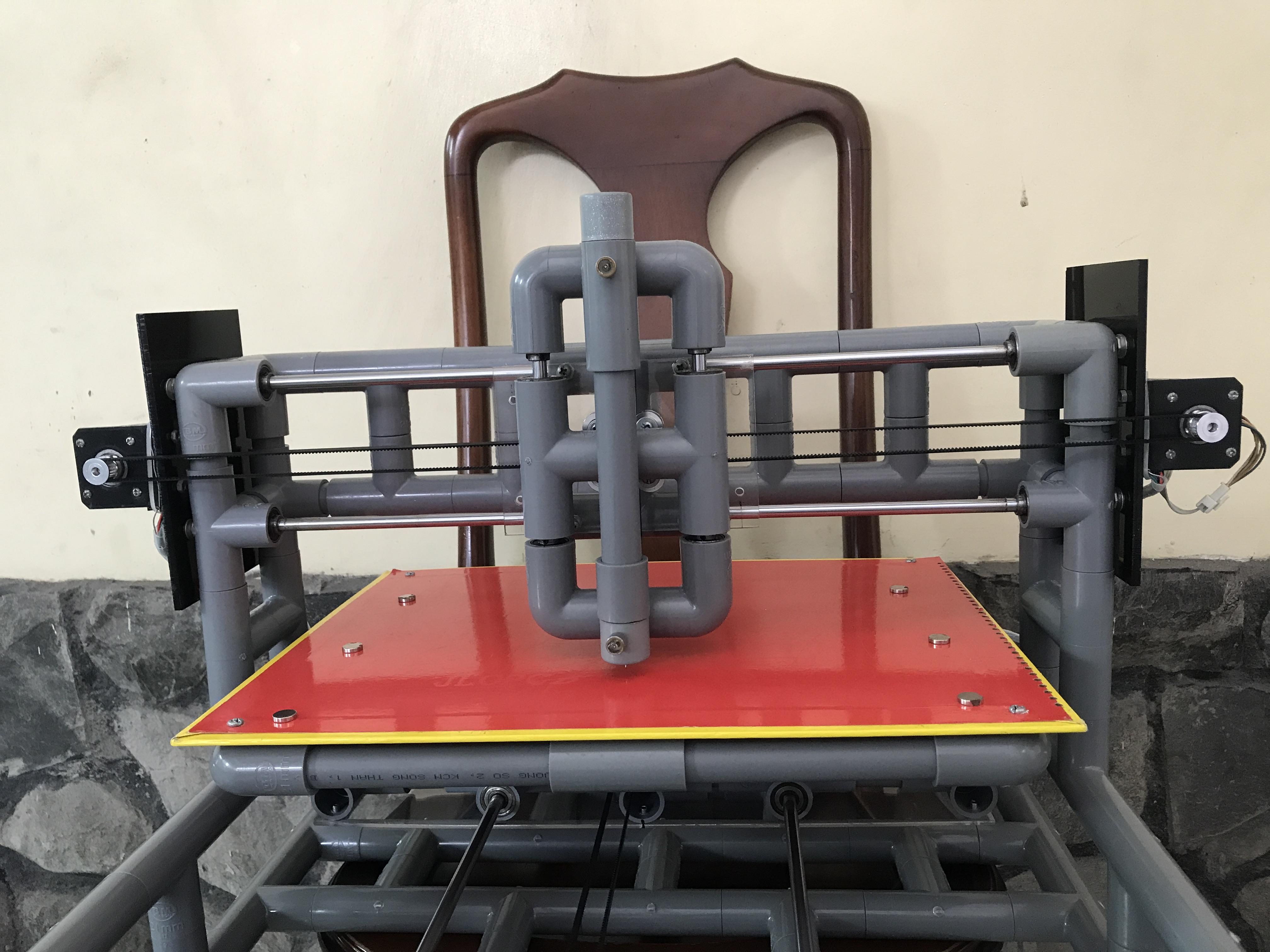
Рамы XZ и Y соединяются:
Для трёх шаговых двигателей устанавливаются два ремня привода:

Отрезается труба ПВХ, и в неё помещается перо так, чтобы высовывался только его кончик. В эту же трубу помещается пружина, чтобы кончик пера мог немного двигаться:

Этот держатель пера крепится на оси Z:
Готово!

7. Подключение
Все провода от трёх шаговых двигателей подсоединяются к плате GRBL:
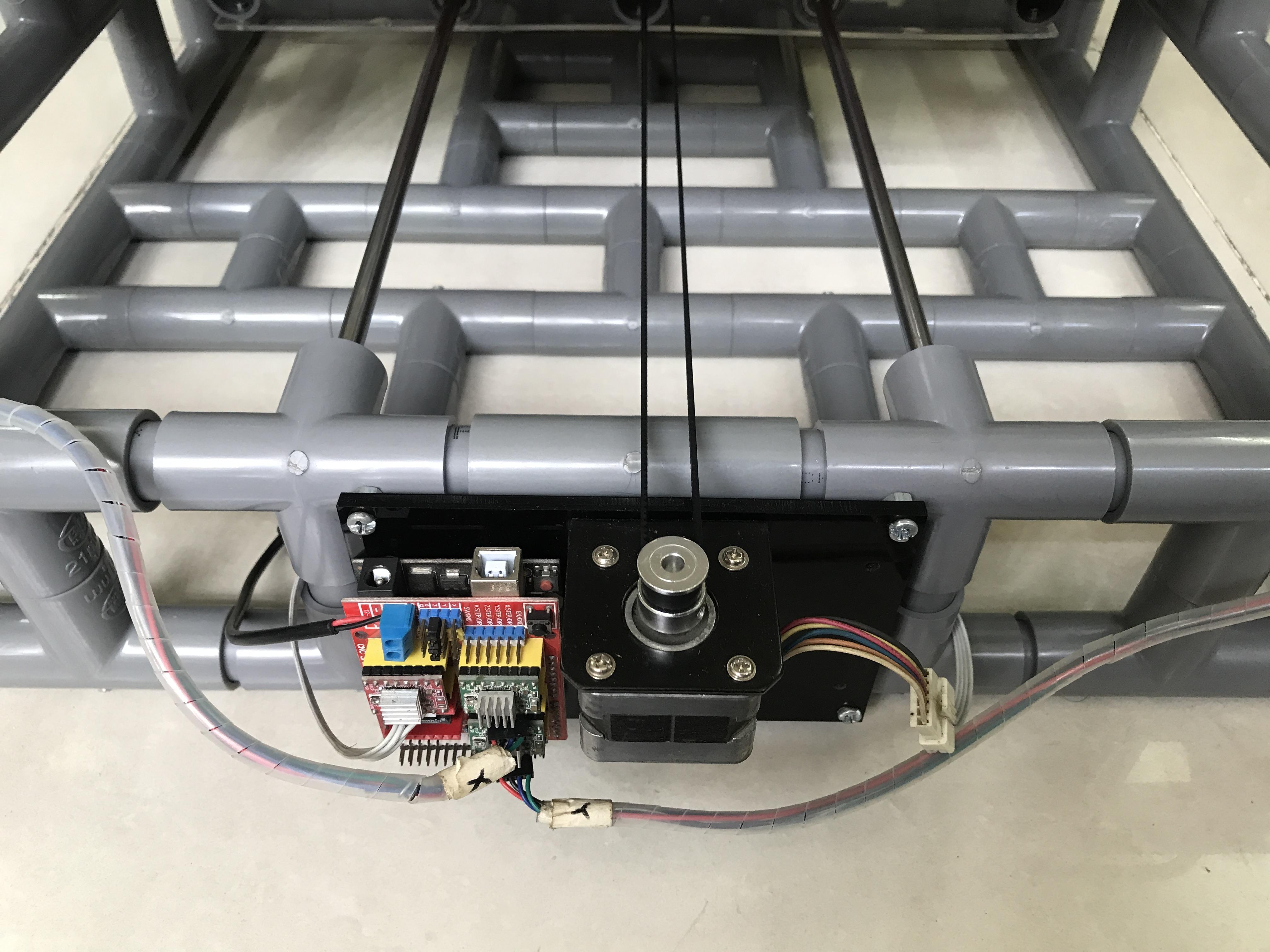
Получаются такие соединения:

Готово!
8. Прошивка GRBL
Первое. В прошивке GRBL включаем кинематику CoreXY:
-
Загружаем файлы прошивки GRBL.
-
Копируем GRBL в
C:\Users\Administrator\Documents\Arduino\libraries\. -
Переходим в
C:\Users\Administrator\Documents\Arduino\libraries\config.h. Чтобы включить кинематику CoreXY, раскомментируем строку с#define COREXY. -
Конфигурация возвращается в исходное положение (подробнее).
2. Загрузка прошивки GRBL в Arduino Uno
Внимание: перед загрузеой прошивки GRBL в Arduino, следует изменить файл config.h, как указано выше.
-
Открываем Arduino IDE ‣ File menu («Меню «Файл») ‣ Examples («Примеры») ‣ GRBL ‣ grblUpload.
-
Выбираем корректный Port («Порт») и Board («Панель управления») в Arduino Uno) ‣ Compile and Upload («Скомпилировать и загрузить») код в Arduino Uno.
3. Устанавливаем шаг (миллиметры):
Разрешение при перемещении по осям X и Y ($100 и $101):
Шагов шаговых двигателей на оборот по осям X и Y: 200. Микрошаг: 8. Количество зубьев шкивов: 20. Шаг ремня привода: 2 мм. $100 и $101 = (200 шагов * 8 микрошагов) / (шаг 2 мм * шкив с 20 зубьями) = 40 шагов/мм.Разрешение при перемещении по оси Z ($102):
Шагов шаговых двигателей на оборот по оси Z: 200. Микрошаг: 8. Количество зубьев шкивов: 20. Шаг ремня привода: 2 мм. $102 = (200 шагов х 8 микрошагов) / (шаг 2 мм * шкив с 20 зубьями) = 40 шагов/мм.9. Программное обеспечение
Вот с чем я работал:
-
Engraver Master или Inkscape с расширением Gcodetools: файлы G-кода создаются из текстов или изображений.
-
tkCNC Editor — текстовый редактор для станков с ЧПУ. Он используется операторами и программистами ЧПУ, чтобы редактировать и проверять G-код.
Чтобы плоттер работал с этим набором ПО, нужно изменить файл G-кода таким образом:
-
Открыть Engraver Master или Inkscape, написать текст или загрузить изображение, затем преобразовать его в G-код и сохранить на компьютере:

-
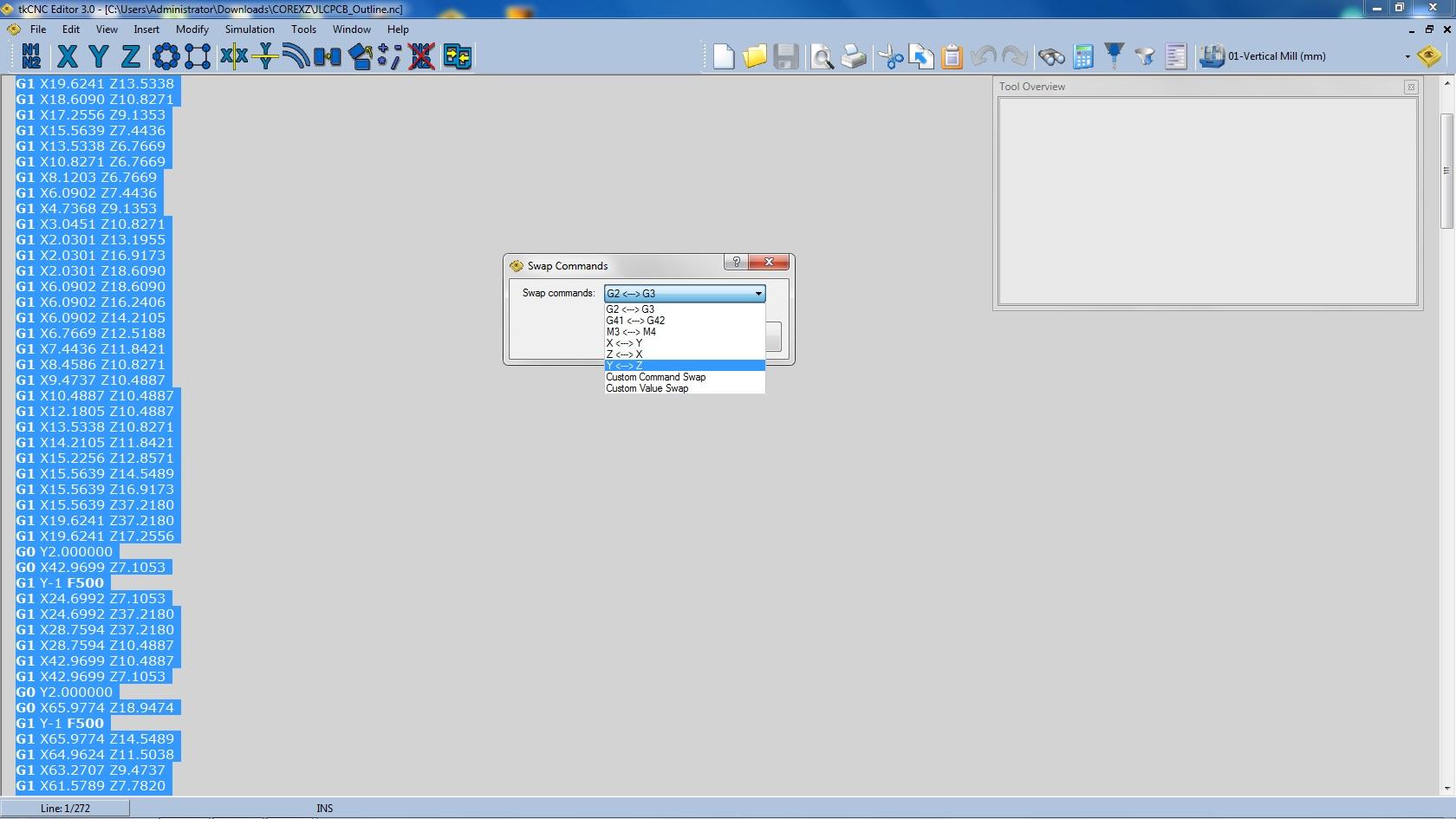
Открыть файл G-кода в редакторе tkCNC Editor. Выбрать всю строку G-кода ‣ Перейти в Modify («Изменить») ‣ Swap command… («Поменять команду…») ‣ Нажать Y↔Z в выпадающем списке.
В Engraver Master нужно поменять команды лазера ON/OFF на команды подъёма пера UP/DOWN:
-
Лазер ON: M3 или M4 заменяется, к примеру, на G1 Y-1 F500.
-
Лазер OFF: M5 заменяется, к примеру, на G1 Y2 F500:
-
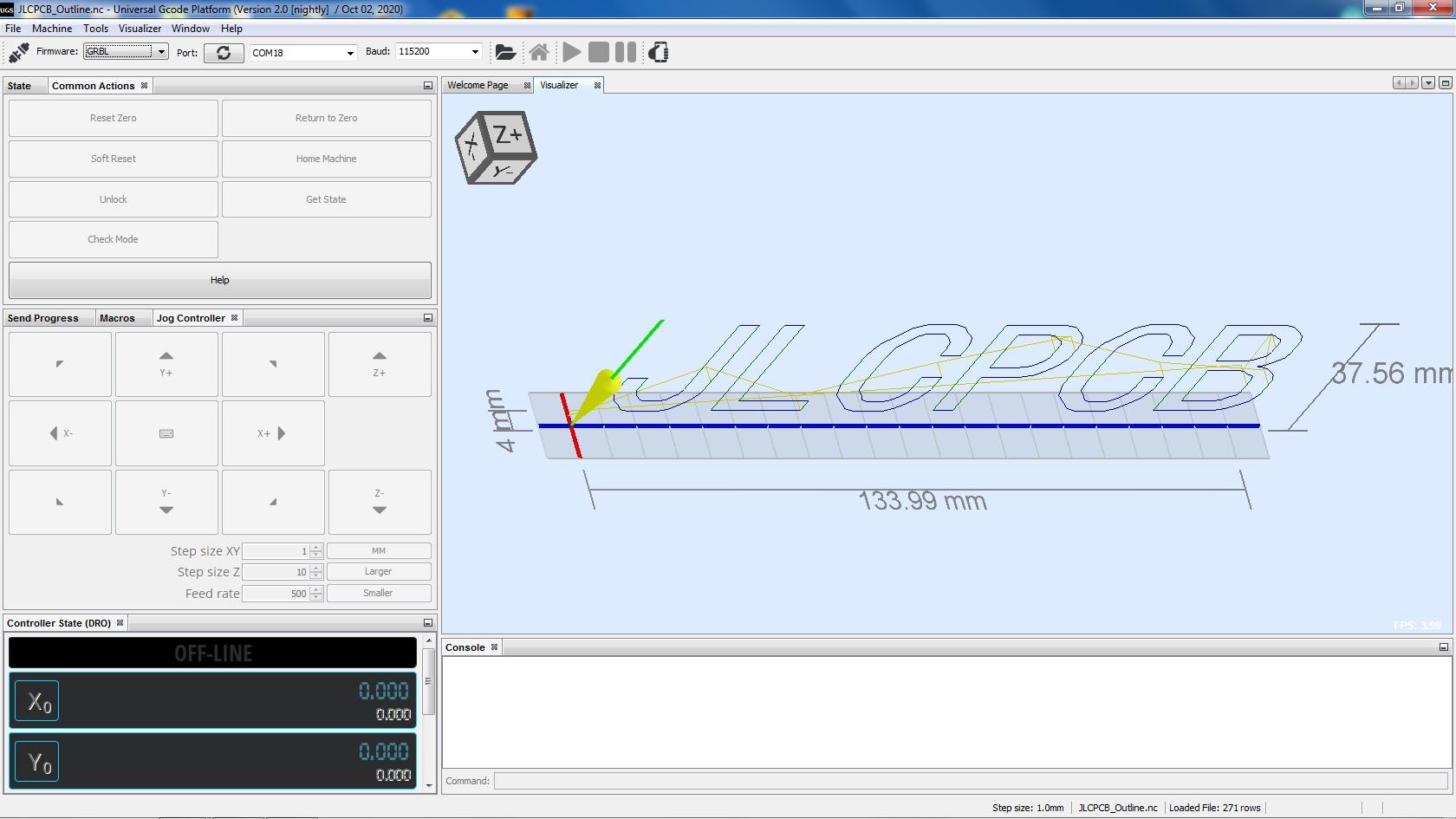
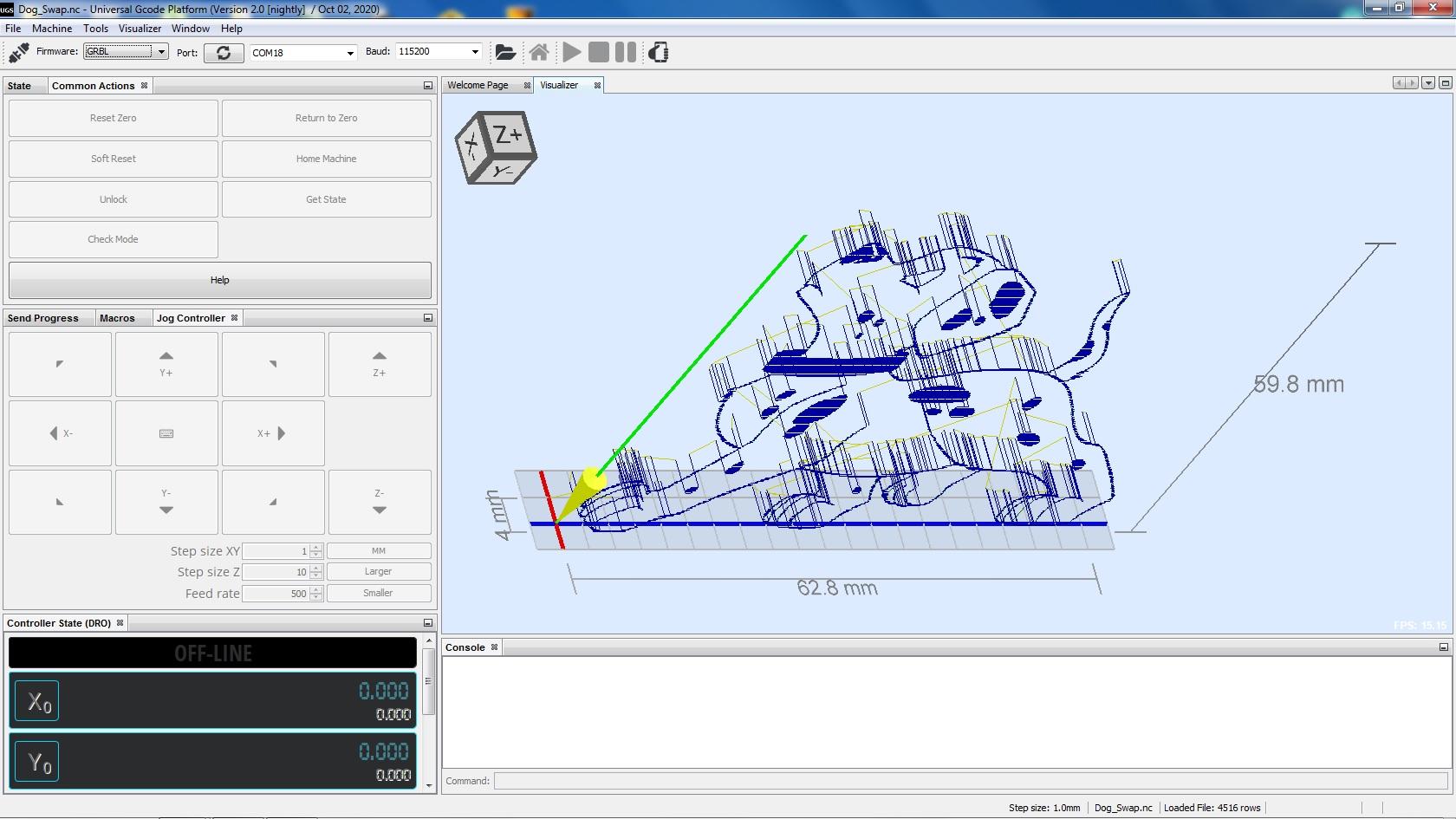
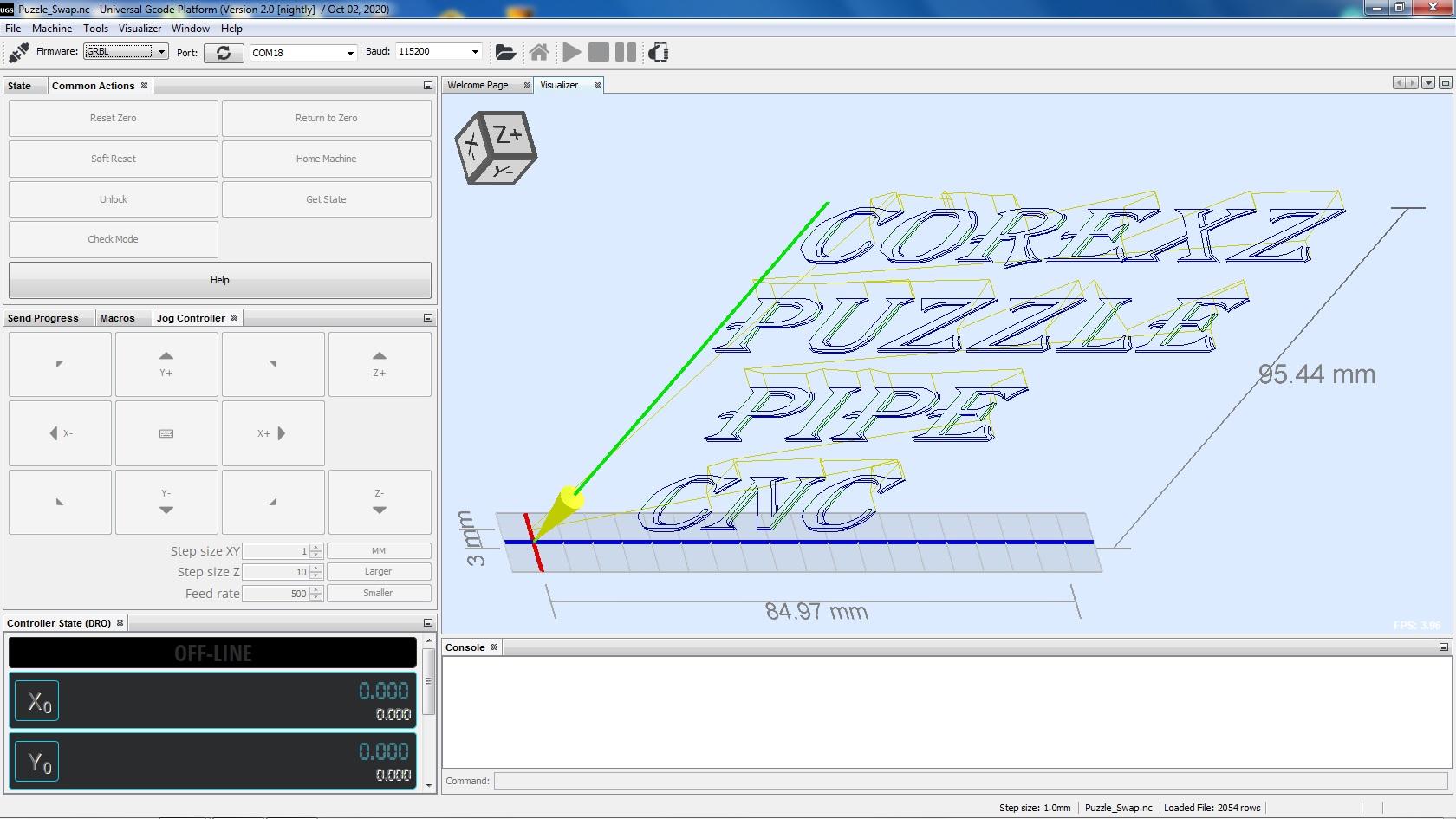
После замены команды Y↔Z файл G-кода с другим именем сохраняется и открывается в UGS. Теперь плоттер может работать как система CoreXZ:
10. Тестирование

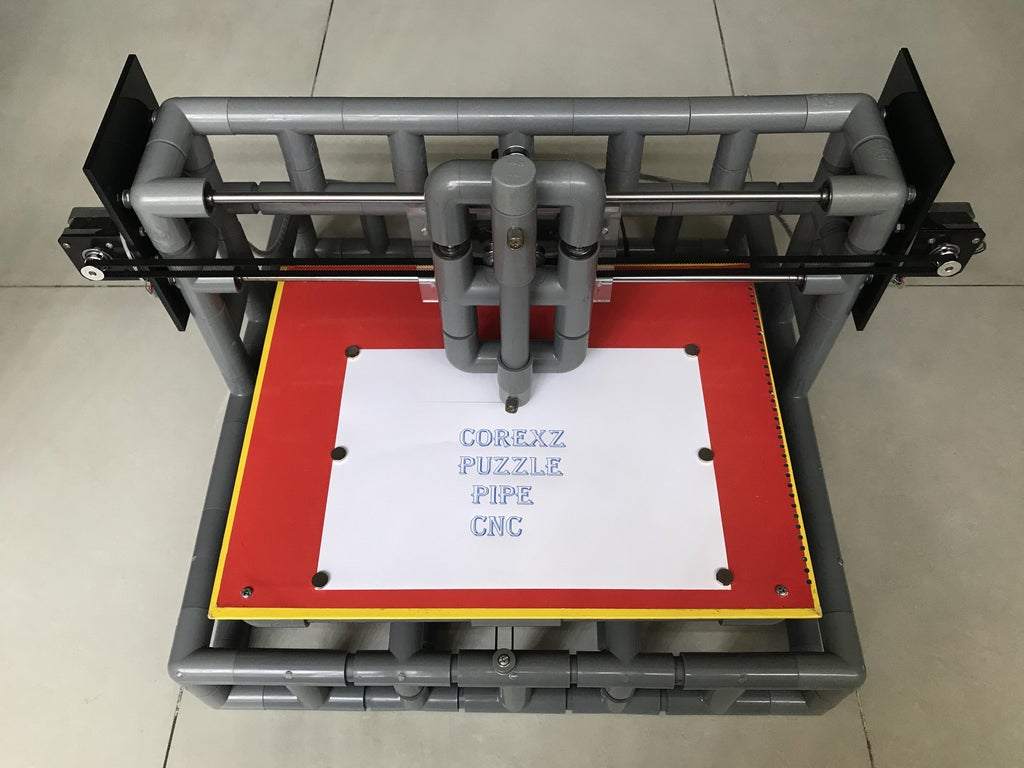


Вот результат рисования текста «JLCPCB»:
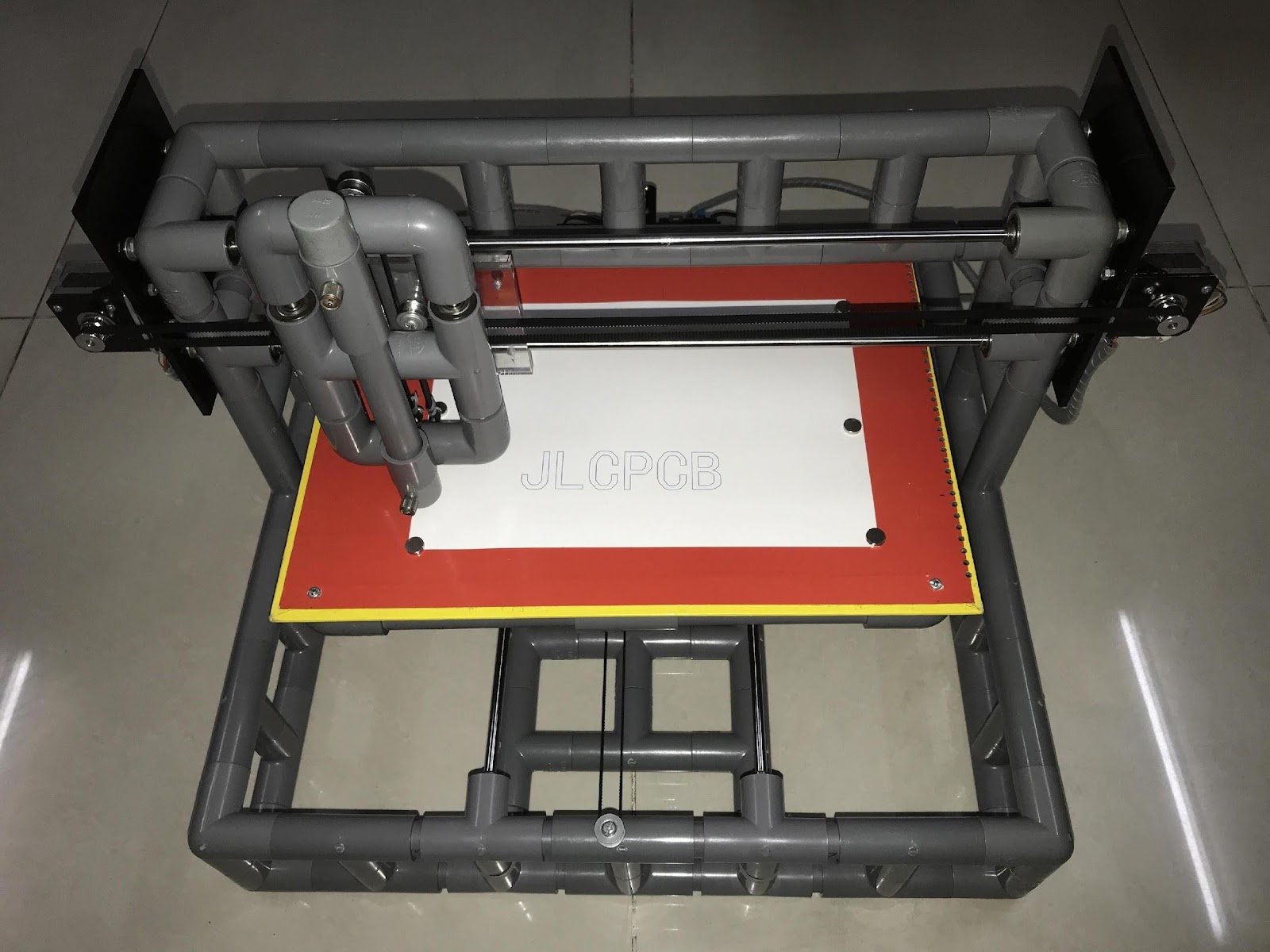
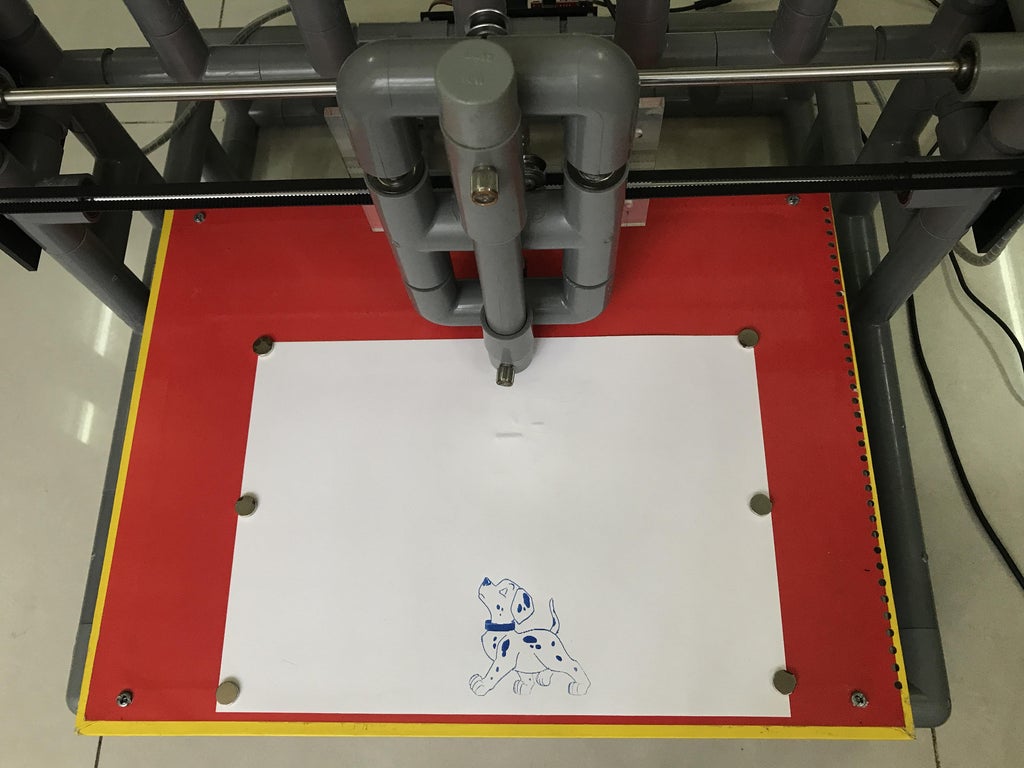
Тестировались изображения и другие тексты. Результаты довольно хорошие. Особенно впечатляет движение осей X и Z:
11. Заключение



Спасибо за внимание к нашей работе. Благодарим JLCPCB за поддержку проекта.
Видео
Выполнять самые разные проекты и решать проблемы бизнеса вы сможете научиться на наших курсах:

Узнайте подробности акции.
Профессии и курсы
Data Science и Machine Learning
Python, веб-разработка
Мобильная разработка
Java и C#
От основ — в глубину
А также
ссылка на оригинал статьи https://habr.com/ru/company/skillfactory/blog/599135/
Добавить комментарий